+Tech TopicsAutomation NotebookIssue 12 – 2008Learning ResourcesNotebook IssueProductProgrammable ControlTech Thread
Designing a PLC Ladder Program
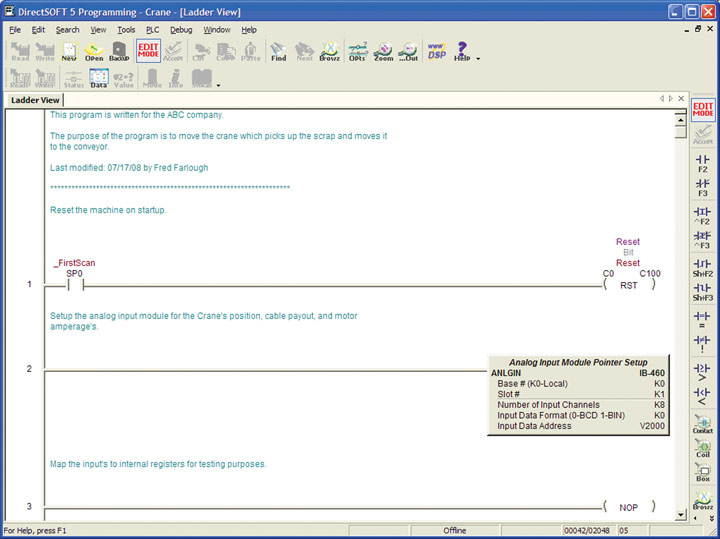
Thinking back on my first Computer Programming course, the instructor was adamant about flow charting, documenting, and using good tools to design the program. I was 18 at the time and thought, “Anyone can write a good program and documentation isn’t needed. Write it correctly and it’s done.” It didn’t take long to see just…