Obsolete machine control systems can be replaced with a new system, but upgrade or repair may be a better option.
If your manufacturing facility uses and supports automated equipment, or if you are an OEM equipment builder supplying the end user, the reality of control system failure and obsolescence will impact your equipment and operations at some point. When that time arrives, you have three options.
Option one completely replaces the control system from the ground up. This method ensures the machine or process will be running and supported for years. However, this option comes at a high cost and requires significant downtime.
Option two carefully repairs the existing control system when failures occur using well stocked spare parts shelves, careful planning, and a little bit of luck. This can often be the lowest cost path, but eventually the shelf will be empty and an upgrade or retrofit will be required.
Option three identifies critical hardware and then upgrades select devices while some existing and supportable equipment remains in place. Careful engineering and integration can make this a cost-effective solution with minimal downtime. Table 1 lists reasons to upgrade instead of replacing a control system. Many of these reasons are discussed in the real-world application examples below.[hozbreak]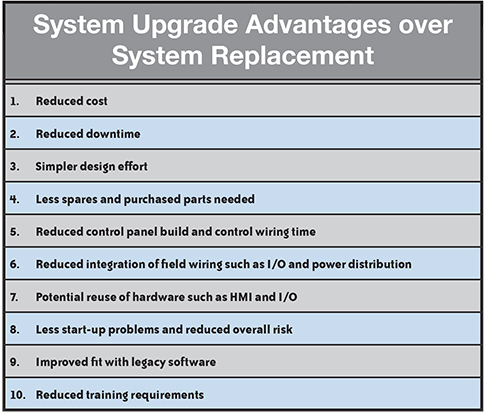
TABLE 1: SYSTEM UPGRADE ADVANTAGES OVER SYSTEM REPLACEMENT[hozbreak]Upgrade Advantages
An upgrade requires less installation, integration and start-up time than a system replacement which reduces equipment downtime. It is also better to upgrade problem-causing controls hardware than to simply repair it, as future problems and downtime will be reduced.
The end of support for a control system is another reason to upgrade. In the Control Design June 2013 article “Before Ripping Out That Old Automation System, Try Getting it Back in Shape First”, Michael Lindley, vice president at Concept Systems (www.conceptsystemsinc.com), a systems integrator in Albany, Ore., stepped in to support inspection equipment at an aerospace company whose original equipment supplier went out of business.
“We first duplicated the controls, supported them through the life of the system, then re-programmed the machine with all new hardware, but with the identical look and feel,” says Lindley.
The inspection system consisted to two cameras mounted perpendicular to each other. Custom backlights enabled image acquisition of a front view and side view of the rivet.
The system inspected for correct part and proper rivet orientation and alignment, and then transmitted the results to the CNC system prior to insertion and forming into the wing skin.
“We installed the first system with Visual Basic 6 and Windows XP,” explains Lindley. “The new system uses Visual Studio 2012 and Windows 7/64. We increased the resolution with the third generation system, although the accuracy of the previous system was adequate.”
Band-Aid Please
[two_columns ]Compared to a Band-Aid repair, proper upgrades require additional money for controls design, programming, hardware, and installation labor. Without the funds to upgrade failing equipment, maintenance is forced to repair and patch the control system to continue production. There are companies that delay upgrades as long as possible to save money. As noted in the Controls Design article, David Perkon, vice president at AeroSpec (www.aerospecinc.com), a machine builder in Chandler, AZ, has customers that prowl eBay and the Internet looking for old parts, employ maintenance people to keep the machines working, and put off upgrading as long as they can. “Keeping legacy equipment running without replacing the hardware or software is a nice dream until something fails and you’ve used your last spare,” he says.
It’s not uncommon for maintenance technicians at AeroSpec’s customers to keep critical pieces of equipment running for years despite production and quality issues caused by the control system. In a recent project, a review of production and maintenance data showed that, mechanically, the equipment had years of life left in it, but the control system needed to be upgraded. See the sidebar “Upgrade Success” for additional details.[/two_columns] [two_columns_last ]
 FIGURE 1: BRADBURY DESIGNED AND BUILT THIS AUTOMATIC COIL PROCESSING LINE WHICH UNCOILS, LEVELS, CUTS TO LENGTH, AND STACKS THE CONVERTED PRODUCT. THE PATENT PENDING E-DRIVE, USING A HYDRAULIC ROLLER LEVELER, PROVIDES COMPLETE CROSS-SECTIONAL STRESS ELIMINATION OF THE WEB.[/two_columns_last]Due to the long life of their equipment and the reliability of old PLCs, upgrades can be difficult to justify. In the cover story, Intelligrated (www.intelligrated.com), an OEM of material handling systems, discussed support of its older systems, such as Alvey palletizers.
FIGURE 1: BRADBURY DESIGNED AND BUILT THIS AUTOMATIC COIL PROCESSING LINE WHICH UNCOILS, LEVELS, CUTS TO LENGTH, AND STACKS THE CONVERTED PRODUCT. THE PATENT PENDING E-DRIVE, USING A HYDRAULIC ROLLER LEVELER, PROVIDES COMPLETE CROSS-SECTIONAL STRESS ELIMINATION OF THE WEB.[/two_columns_last]Due to the long life of their equipment and the reliability of old PLCs, upgrades can be difficult to justify. In the cover story, Intelligrated (www.intelligrated.com), an OEM of material handling systems, discussed support of its older systems, such as Alvey palletizers.
“We actively support several customers who have the original PLC2 1772 series processor,” observes Chris Hutson, manager of product support engineering. “Although these machines were manufactured beginning in the mid 1980s, we continue to modify their PLC logic to incorporate new product patterns. Also, we provide troubleshooting for these processors, which have been discontinued by the manufacturer.”
Several 30+ year-old machines they support still have Modicon PLCs programmed with DOS-based PCs, and manual push button boxes instead of touch screen HMIs. “In many cases, this requires us to read 5-1/4” floppy drives to obtain old machine program files and information from original drawings,” continues Hutson.
Machine builders have extensive experience keeping legacy systems operating. For example, in the article, the Bradbury Group (www.bradburygroup.com), builders of the metal processing equipment pictured in Figure 1 and other machines, keeps extensive program backups and obsolete hardware needed to keep its customers’ legacy equipment operating.
“Issues often arise when we have to supply support for third-party equipment,” explains Dennis Clark, project software engineer at Bradbury. “Sometimes it’s proprietary software they provide, other times the equipment vendor may go out of business.” Machine builders have extensive experience keeping legacy systems operating. For example, in the article, the Bradbury Group (www.bradburygroup.com), builders of the metal processing equipment pictured in Figure 1 and other machines, keeps extensive program backups and obsolete hardware needed to keep its customers’ legacy equipment operating.
“Issues often arise when we have to supply support for third-party equipment,” explains Dennis Clark, project software engineer at Bradbury. “Sometimes it’s proprietary software they provide, other times the equipment vendor may go out of business.”
The coil processing and roll forming machines Bradbury manufactures have a design life of 20 to 30 years. “The manufacturing lifecycle of the average electrical component is 7 to 12 years,” says Clark, “but the lifecycle for PC-based products such as HMIs can be as little as three to five years.”
System Replacement when Necessary
As discussed, upgrading or repairing is a good choice in many applications, but there are reasons for control system replacement. Many times, if the money is available, the long term productivity, production and quality will be improved by replacing legacy systems with modern control systems. The support costs will also be less in the long run when the equipment is running efficiently and reliably.
There are times when repairs or upgrades won’t get the job done. AeroSpec’s David Perkon comments in the article, “Whether it’s old software talking to new devices or new software talking to old devices, a popup message warning of a compatibility issue is common”. Replacement of the control system can eliminate seemingly never ending compatibility issues between legacy and modern control systems.
A good number of aging machines are designed and built for years of service and are still reliably operating. However, the machines are mechanically outliving the control system.
If there’s a PC, the repair, upgrade and replace process starts there because it’s short-lived compared to other control system components. Upgrades to the operating system can adversely affect HMI software, I/O drivers or control programs running on the PC. Although PLCs lifespan greatly exceeds a typical PC, many machines are still outliving these hardy controllers.
And so the upgrade process starts and continues. Repair it while you can. When it gets too troublesome, it’s time to upgrade. And eventually, system replacement may be necessary. [hozbreak]
by, David Perkon, Account Manager, ControlsPR[hozbreak]
SIDEBAR: UPGRADE SUCCESS
AeroSpec in based in Chandler, AZ where they design and build custom automated equipment which they supply to the medical, semiconductor, automotive, defense and solar industries (Figure 2). In the Control Design June 2013 article “Time to Upgrade”, David Perkon, vice president, says he’s seen many problems with legacy control systems.
“It’s not uncommon to have firmware and software driver issues with legacy hardware and software,” he observes. “Typical problem hardware involve computers, programmable controllers and smart sensor cameras. Working with a dated operating system or updating the operating system can cause issues with I/O drivers, application software and PC-based operator interfaces. A programmable controller’s firmware may not be compatible with rack-mounted motion control cards and other smart modules.”[hozbreak]
 [tabswrap]FIGURE 2: THIS EQUIPMENT, DESIGNED AND BUILT BY AEROSPEC, IS PART OF A HIGH SPEED THIN FILM SOLAR ASSEMBLY LINE. THE EQUIPMENT SHOWN LOCATES AND TESTS DIODES, AND THEN DUAL VISION-GUIDED ROBOTS PICK UP, POSITION AND WELD THE DIODES. [/tabswrap][hozbreak]Some of his customers go to great lengths to keep the old systems running. “We have a customer with piles of spare parts who still actively searches the Internet for used replacements,” he says.
[tabswrap]FIGURE 2: THIS EQUIPMENT, DESIGNED AND BUILT BY AEROSPEC, IS PART OF A HIGH SPEED THIN FILM SOLAR ASSEMBLY LINE. THE EQUIPMENT SHOWN LOCATES AND TESTS DIODES, AND THEN DUAL VISION-GUIDED ROBOTS PICK UP, POSITION AND WELD THE DIODES. [/tabswrap][hozbreak]Some of his customers go to great lengths to keep the old systems running. “We have a customer with piles of spare parts who still actively searches the Internet for used replacements,” he says.
There are barriers to upgrading, he explains. “There are the ‘It costs too much money’ or ‘I can’t afford the downtime’ customers. With many customers, not updating legacy hardware and software is more of a culture than a time and money issue. It’s the, ‘It’s running fine, don’t mess with it’ attitude. That sounds reasonable, until the reality of failures brings production to a halt. Many customers just don’t want to spend the money or are afraid to upgrade until they absolutely have to.”
AeroSpec has had significant success upgrading critical controls hardware onto existing equipment. “We recently updated the automation system for a large medical device manufacturer. The equipment ran slow and had significant quality and productivity issues. It was a machine the customer had been fixing for years.”
The article continues, stating that significant machine downtime was occurring because of product breakage, machine jams and alignment issues. A team of three maintenance technicians were required to support the ten machines every shift. Although the technicians kept the equipment running, the root cause of the problems—the controls hardware—was never addressed.
AeroSpec analyzed the mechanical design, control system, programming, production downtime reports, and interviewed the technicians. Their study found that the problems the customer had been battling were not due to mechanical issues, but were instead due to the motion hardware and software not properly controlling the continuous motion of the equipment. This finding prompted upgrades to the control system.
The upgraded controller and motion system enabled programming of a motion profile that greatly reduced machine jams and breakage and improved production rates. “In the end, we tripled the speed of the equipment and significantly reduced scrap,” Perkon beams. “The control hardware and software upgrade also helped highlight other areas where the equipment could be optimized. It’s simple math. The new hardware and software quickly paid for itself.” [hozbreak]

Originally Posted: Sept. 10, 2014