Following these tips and techniques can reduce pneumatic system energy costs by as much as 35 percent.
Reducing energy consumption is a priority in manufacturing plants and other industrial facilities as electricity bills continue to rise due to green power and other government mandates. No company can afford to waste money by using machines or processes that consume too much energy. Since pneumatic systems are ubiquitous throughout manufacturing and can consume a large share of a plant’s power costs, ensuring they consume only the air required is extremely important.
Unfortunately, many have the mindset that pneumatic systems are inherently inefficient, and this belief can lead to higher energy costs as opportunities for savings are overlooked. In addition, some OEMs supplying machines and robots to industrial facilities focus on the ability of their pneumatics systems to perform their intended functions, and sometimes neglect their customers’ operating costs.
These OEMS instead should instead recognize that their customers are becoming more concerned with total cost of ownership (TCO), of which energy use is a major component. These customers know that energy usage can account for up to 75 percent of their machines and robots TCO, and they’re looking for suppliers that will partner with them to reduce energy usage.
OEMs that understand their customers’ needs and build more energy efficient machines and robots will be more successful than those who neglect TCO. The old business model of only caring about performance and not about efficiency is dying, and OEMS who include energy efficiency as part of the overall performance of their pneumatic systems will be the ones that beat out the competition

Fortunately, the energy efficiency of pneumatic systems can be improved by both OEMs and their customers, from the design stage to making adjustments on existing systems. There are many sources of inefficiencies in pneumatic systems, yet implementing certain tactics can reduce energy consumption by as much as 35 percent.

Start with Compressors
According to statistics published by the U.S. Department of Energy, manufacturers spend over $5 billion each year on energy for compressed air systems. By optimizing these systems, companies can reduce their compressed air energy consumption by anywhere from 20 to 35 percent.
While describing in detail how compressors can be made more efficient is beyond the scope of this article, the Department of Energy offers guidelines for determining the cost of compressed air in a plant, as well as tips on how to reduce compressor energy usage.
Right Size Components
Correctly sizing the pneumatic system’s components helps cut costs in a variety of ways as each component’s size can affect other parts of the system. For example, undersized control valves may be initially cheaper, but they will require the air compressor to work harder to get the proper pressure to the actuators.
While some over sizing is necessary to compensate for pressure fluctuations and air losses, components that are grossly oversized account for one of the biggest energy drains in a pneumatics system. For example, if an engineer simply over sizes from a two-inch to a three-inch cylinder, more than double the volume of air will be required. Correctly sizing a cylinder can reduce its air consumption by at least 15 percent, which becomes even more significant as many cylinders will operate thousands of times over their operating life.
In general, most loads and speeds require only 25 percent additional capacity to ensure correct operation. While there are many calculations and considerations that go into properly sizing components—such as if the load is rolled or lifted—there are software packages, online calculators and even an iPhone app that can assist with computations. By spending a little more time in the design phase, OEMs can offer substantial savings in energy costs to their customers.
By rightsizing the pneumatic components in new and existing designs, OEMs will increase customer satisfaction while cutting their own expenses. Larger and heavier components use more energy and create a larger footprint, which no manufacturer likes, and they cost more for the machine builder to purchase.
Optimizing Pressure
A certain amount of air pressure will be lost due to usage fluctuations, line and valve flow resistance, and other factors. But many of these losses occur simply because the distance between the air compressor or air supply point and the actuator is longer than necessary.
By designing a system that uses the shortest length tubing possible, OEMs can help their customers reduce energy consumption as well as cycle times. Typically, tubing running between control valves and cylinders should be less than 10 feet. If the distance is longer, more pressure is required so that the ability to position the load correctly isn’t compromised.
Another method for eliminating unnecessary consumption is making sure the actuator uses only the pressure needed to perform the task. Unfortunately, many designers go the overkill route, and often develop systems that deliver more pressure than needed to the actuator.
Sometimes the reason the actuator uses more pressure than necessary occurs on the plant floor. Some operators increase supply pressure thinking it improves performance. However, all this does is waste energy and money. Implementing sensors that monitor pressure and pressure regulators that maintain correct values can ensure pressure remains between the minimum and maximum parameters.
Pressure regulators for pneumatic cylinders regulate the amount of pressure dispensed, thereby increasing energy efficiency. In many instances, savings of up to 40 percent have been achieved simply by adding pressure regulators.
OEMs can also improve their systems by regulating air pressure. Typically, standard machines and robots are designed to accommodate users with the highest pressure requirements. By adding pressure regulators, OEMs can more accurately size components while still ensuring that all requirements are met.
Turn It Off
Shutting down a machine when it’s not working seems obvious. However, many installations have no automatic way to stop airflow to idle machines. Reduced staffing often means that manufacturers can no longer send maintenance workers to manually turn off air to specific machines.
While some elements of the system, such as air bearings, can require pressure even after the machine is turned off, the amount of pressure is usually much lower than that needed during operations. In these instances an automatic air reduction control package will lower the air pressure to the necessary levels when the machine isn’t working, more than paying for itself in short order.
Don’t Overlook the Return Stroke
Another way to reduce wasted energy is by supplying the correct pressure to the return stroke. Most applications only move the load in one direction through pushing or using vacuum to move the load. However, many machines use the same amount of pressure on the return stroke as they do on the working stroke.
Processes with shorter strokes can use a spring return actuator on a single-acting cylinder. The control valve in a spring return actuator ports the pressure (using the compressed air) for the working part of the stroke, and then exhausts that air. During the return stroke the spring, or sometimes merely the weight of the mechanism, brings the cylinder back to the starting position.
For example, a material handling system with a conveyor pushes a box to a side conveyor. The cylinder is only working in one direction. The working stroke of the process needs 100 psi to move the item. On the other hand, the return stroke only requires 10 psi, yet the same pressure is used for the return stroke. If a spring return actuator is implemented, the volume of air pressure for the return stroke is eliminated. The job is performed correctly, and a lot of energy is saved over the thousands of cycles that the action is performed.
Another application in which a spring return actuator on a single-acting cylinder can reduce energy demand is with a pressing action. In this type of application, two items are being pushed together, such as a bearing into a housing or a plug into a hole. The job demands a significant amount of force to press the item, but only a small amount to retract, making it a good candidate for energy savings by optimizing return stroke energy consumption.
An important and often overlooked benefit of regulating air pressure to only the required level is lessening wear and tear on the pneumatic and related components. By not over-pressurizing the extract stroke, vibrations and shock to the machine are reduced.
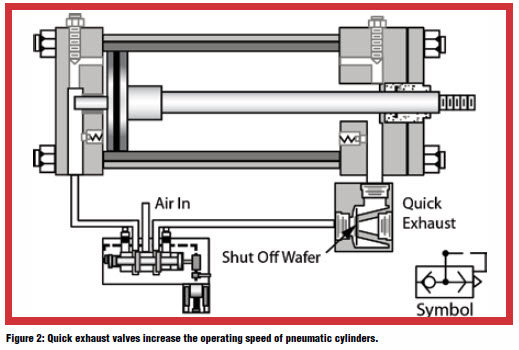
Moreover, by adding a quick exhaust valve, cycle times can be reduced because cylinder speed is affected by exhaust rate on the return stroke of the machine.
Minimize Leaks
Leaks are very common and expensive in pneumatics systems, but many leaks can be prevented or fixed. Statistics from the U.S. Department of Energy show the average manufacturing plant experiences compressed air leakage in the range of 30 to 35 percent. 
There are many points between the compressor and the load where leaks can be fixed, with valves and seals two main areas for improvement. Deteriorated seals and certain valve designs, such as lapped-spool valves with metal seals, have inherent internal leakage that is constant as long as air is supplied to the valve. Switching to valves with soft seals can significantly lower this leakage.
However, it’s important to note that lapped spool and metal sleeve valve air consumption doesn’t vary during operation. On the other hand, during an open crossover when the valve shifts, a soft seal produces hundreds of times more leakage than the lapped spool-and-sleeve valve. Therefore, total air leakage can be optimized by selecting the right type of valve for the application.
It’s equally important to consider environmental conditions such as temperature, moisture content, and type of or lack of lubrication, as these will all affect the leakage rate of a seal. In some instances, hardy and relatively expensive seals like Viton, Teflon or polyurethane may be the best option.
Pneumatic systems aren’t quite as simple as they might first appear. The engineering concept of actuating valves and moving loads with air is quite straightforward, but optimizing pneumatic system designs and maintenance involves many variables.
Perhaps the complexity of operating conditions and component selection plays a large factor in the general inefficiency of these systems, but it’s important to remember that efficiencies in pneumatic systems can be greatly improved by implementing the concepts covered in this article.
OEMs play a big part because much of the energy inefficiency of pneumatic systems can be remedied at the design level. OEM customers also have a crucial part to play as they are responsible for the overall design and maintenance of the plant’s pneumatic systems.
Perhaps in the past it was acceptable to build systems that worked well but wasted large amounts of energy. However, in today’s world end users are more aware of how energy consumption affects their bottom line. They will not be as complacent, so OEMs must consider their customers’ TCO, and not just upfront costs.
By Pat Phillips, Product Manager, AutomationDirect
Originally Posted: March 19, 2014