The capstone senior design project is the crowning achievement for seniors at the University of Connecticut School of Engineering. In this two-semester course, senior students are mentored by faculty and industry engineers as they work to solve real-world engineering problems for their corporate sponsor. Students learn about the principles of design, how ethics affect engineering decisions, how professionals communicate ideas, and the day-to-day implications of intellectual property.
Design Team Wins 1st Place at UConn Engineering Demo Day
A student team of three graduating seniors, Jon Sobanski, Gary Basile, and Tashi McSweeny, recently completed their capstone project. They were mentored by faculty advisor Dr. Vito Moreno, and sponsor advisor Donald Scott. The project involved designing and building a machine to automatically tape parts for global aerospace supplier, PAS Technologies. PAS Technologies uses a chemical resistant tape to mask cylindrical parts in order to selectively coat regions during plating and anodizing processes.
Prior to the completion of this project, all of the tape application and masking was done by hand. This has multiple drawbacks, including long cycle times, poor repeatability, and ergonomic issues for the workers. Ideally, PAS Technologies wanted a process that was fully automated, required little human intervention, was highly adaptable to different part geometries, and most importantly was safe during operation.
Design Requirements
Sobanski detailed the team’s expectations: “The two main goals of the project were to develop an automated process that improves cycle time and reduces ergonomic strain on the operator. We also wanted the process to be more efficient in terms of part flow, operator movement and part storage. And lastly we wanted to be able to accommodate a wide variety of cylindrical parts, as well as alternate types of tapes used for the various taping processes.”
The machine also had to be able to tape high-value aerospace components without any damage to the part. Each PAS Technologies location typically takes in an average of 200-250 parts per day for tape treatment. Around 65% of the parts are considered small (6” diameter or less) and take around two to four minutes per part to prepare by hand. The larger parts (6” diameter and up) cover the remaining 35%, and take approximately 15 minutes to tape completely. The machine is designed to accept two different types of tape: non-adhesive Sequoia GSV-1 and a variety with a 3M adhesive. The machine has to be able to tape over each section of the part with a minimum of 2 layers of tape, ensuring complete coverage of areas where plating or anodizing is unwanted. A poor application could result in rupture or failure of the tape under the harsh treatment process, which would likely result in a scrapped part.
How it Works
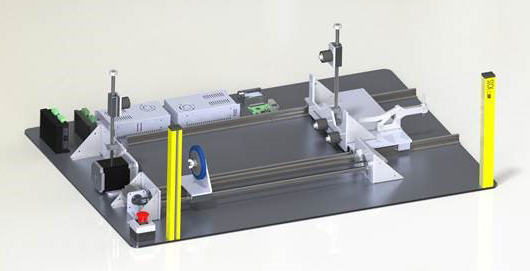
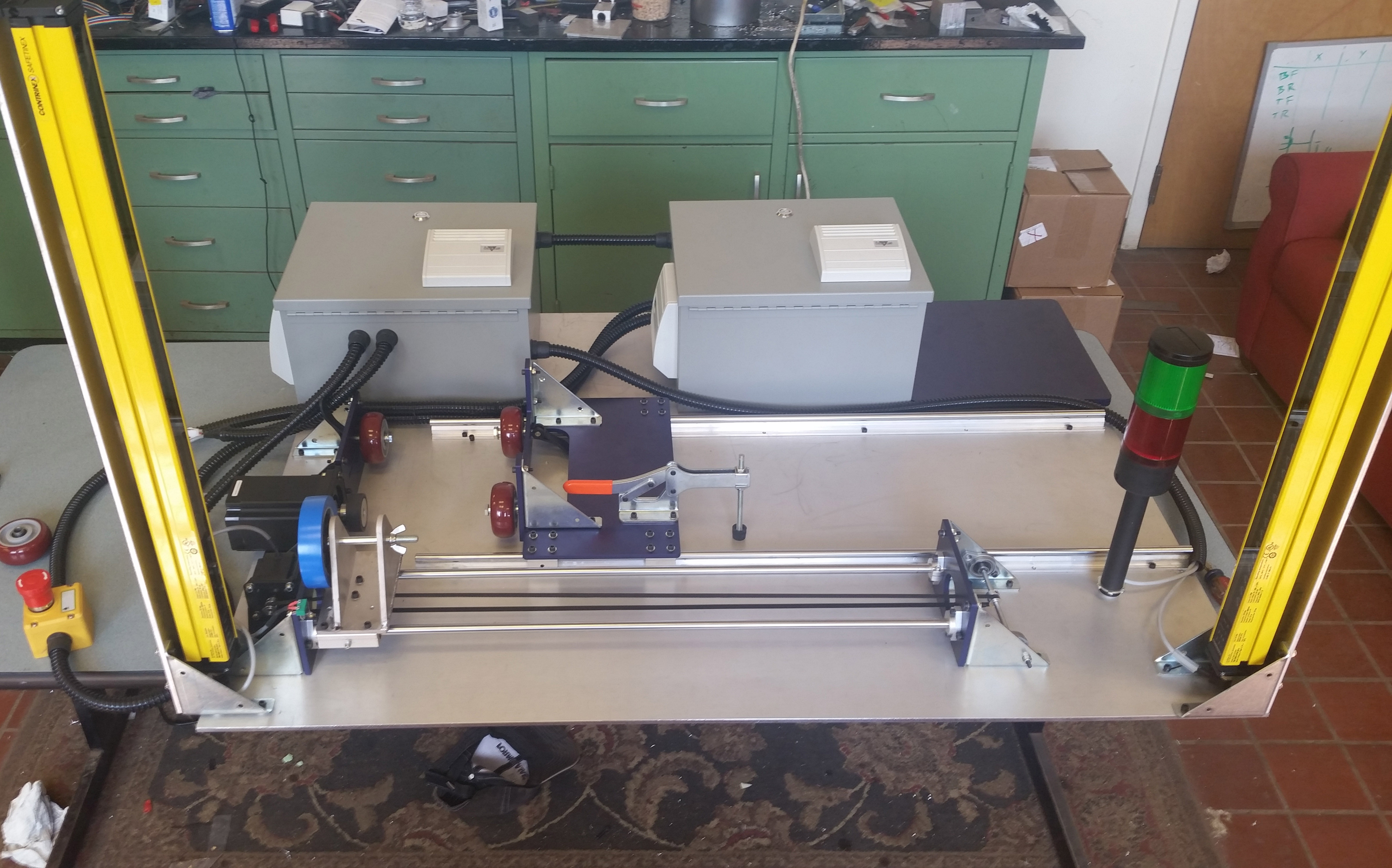
The basic geometry of all the parts is cylindrical, but the team realized that their machine would have to accommodate a wide variety of part diameters and lengths. The machine uses a set of adjustable rollers to spin the part during the taping operation. Two non-driven rollers are mounted to a endplate assembly which can extend on a linear bearing to accommodate different part lengths. A single active roller is driven by an AutomationDirect SureStep® stepping system. A second SureStep stepper axis is used to position and traverse the tape dispenser. Arduino, an open-source prototyping platform, is used to generate the pulse and direction signals required to operate the SureStep systems. A second microprocessor in the form of a Raspberry Pi (a highly-integrated, single board computer) is used to display a graphical operator interface (GUI) to the operator. This GUI accepts operator input for part length, part diameter, desired part RPM, start of tape sections, end of tape sections, tape overlap percentage, tape width, tape type, and the number of taped layers. Once the operator inputs these parameters, the GUI converts those inputs into industry-standard G-codes (variables) that are executed by the Arduino. These G-codes can also be saved to disk (on the RasPi) as a text file. This allows the user to program one operation per part, and run/save it multiple times, a vital capability for cost-effective operation with low cycle times.
The machine also incorporates a set of Contrinex light curtains and a stack light from AutomationDirect to ensure machine safety, and to enhance communication with the operator. A pair of Hubbell/Wiegmann enclosures (with Stego cooling fans), and an IDEM emergency stop control station (also from AutomationDirect) complete the control system.
Machine Operation
After the user enters a part program and clicks “Go”, the Arduino calculates the exact number of steps required for the tape translation motor to move the tape roll to the center position of the section to be taped. All motion stops, the light curtain is temporarily disabled, and the operator is instructed to apply the tape from the roll to the part.
“We chose to have the user apply the tape at the center of the taped section to minimize error. If we ask the operator to apply the tape to the starting edge of a section there is no way the machine could hold the tolerances that we were hoping for.” explains Sobanski.
Once the operator’s hands are clear, the machine then takes over and begins to tape the part. The machine takes part diameter, section width, and tape width all into account. “To put it simply, the part must rotate more if the tape is thinner, or if there is more tape overlap. The roller distance and tape translation distance are then linearly interpolated in the Arduino so that they reach their respective final locations at the same time.” continues Sobanski.
Once a section of taping is complete, all motion stops for a second time, and the operator interface prompts the operator to cut the tape off the part. That completes one automated taping operation. If the part has additional sections to be taped, the sequence is repeated.
Safety
There are multiple safety features incorporated in the design. On power up, the machine requires a homing cycle to determine where all the moving parts are located. Other safety measures include limitations on part RPMs and feed rates. PAS Technologies requested a maximum of 120 RPM; therefore regardless of user inputs, the machine enforces that speed limit. Furthermore, feed rates on the part translation are kept to safe levels. The machine also monitors the light curtains and will “pause” operation if they are tripped. Once the obstruction is removed, the machine will resume normal operation. As a further precaution, soft endstops are programmed into the Arduino, which prevent over-travel and crashing of the tape translation system.
Accuracy and Tolerance
After the final machine was assembled, the team ran multiple tests to see how the actual tolerances compared to the tolerances requested by PAS Technologies. For any desired taped section, the machine is currently accurate in covering 99.9% of the required area. For example, on a 1-inch tape section, the machine is off by only ten thousandths of an inch. However, with longer tape sections, the tolerance increases. To combat this issue on larger tape sections, the team plans to incorporate a scaling function to the calculation that should compensate for the length.
Cycle Times Reduced 75% or More
As stated previously, one of the main goals for this project was to increase operator efficiency by reducing the cycle time required to tape a part. Hand taping operations can vary from five to 25 minutes, depending on the part geometry. The team defined one ‘cycle’ to include: uploading full part dimensions into the graphical user interface, taping the section, and cutting the tape once the part is complete. After multiple tests, automated cycle times were determined to be approximately 90 seconds per tape section. However, this figure includes the time taken to program the part parameters (typically over half of the total time). If multiple parts exist with identical sections to be taped, the average cycle time decreases even further.
Donald Scott, Engineering Manager with PAS Technologies, worked with the team throughout the design and build process. He was very impressed with the results. “The team has achieved all the goals we set for this project. We have a safe, easy-to-use machine, which drastically reduces the time required to tape the parts. And best of all, because the team has documented the machine so thoroughly, it will be easy for us to replicate the machine for added capacity in other areas of the shop.”
Demo Day
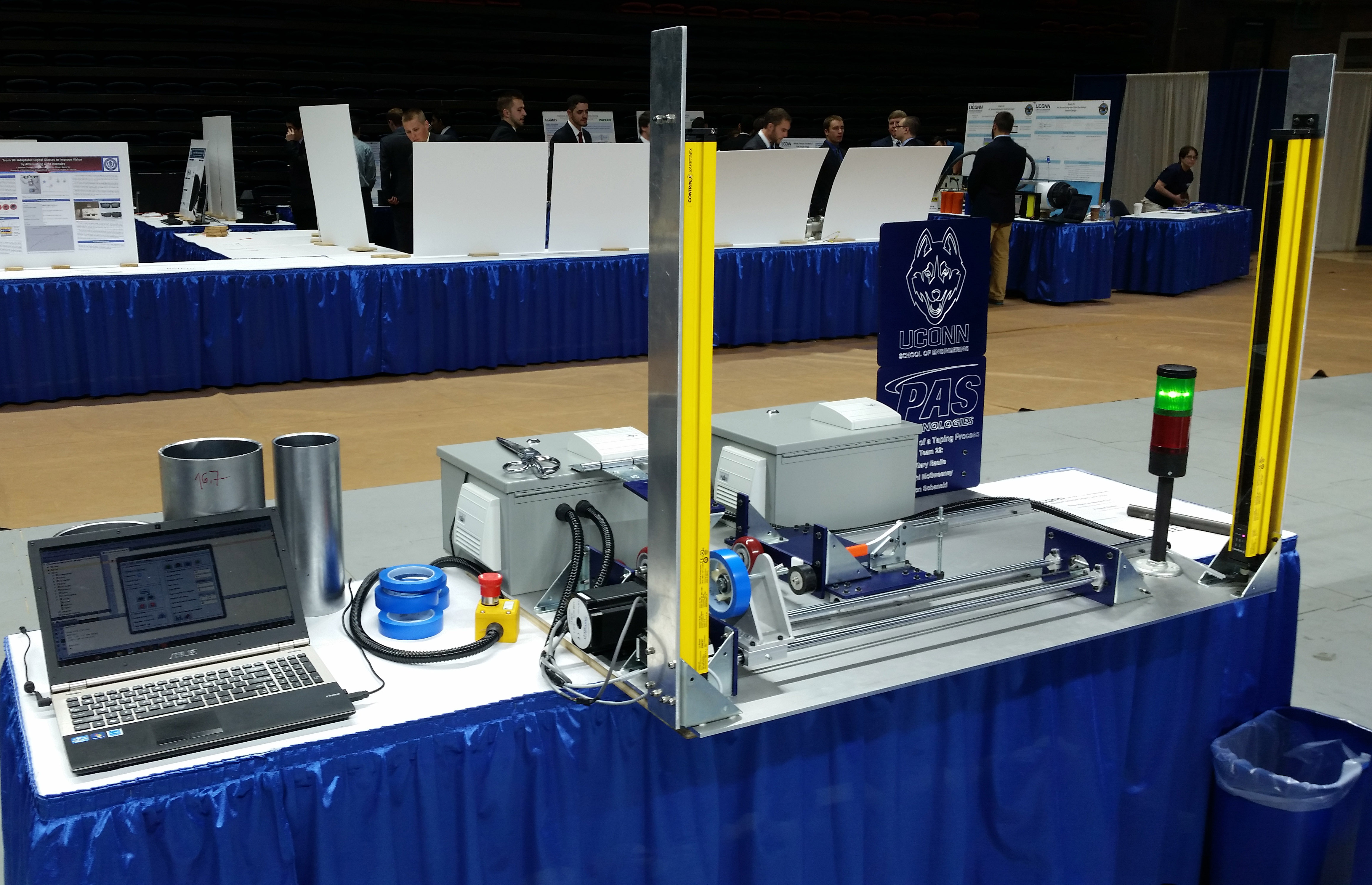
The University of Connecticut’s School of Engineering holds an annual Demo Day to celebrate and evaluate all the capstone projects from the various undergraduate and graduate teams. Held on April 29, 2016, at Gampel Pavilion on the Storrs campus, well over 100 teams from across nine engineering disciplines displayed and demonstrated their projects. Out of 49 mechanical engineering projects, Team 22 was awarded a first place ranking. Sobanski was elated “We were thrilled to be recognized at the Demo Day event. It meant a lot to us to be selected from among all the amazing capstone projects that were on display.”
Originally published: June 8, 2016