The automation and electrical system on a large, 82-year-old cylinder honing machine was replaced with a variety of AutomationDirect hardware to improve cycle time, safety and quality.
Andrew Marks, Maintenance Foreman and Master Electrician at Exline Leasing Inc., wrote an article for the January 2019 issue of Control Design magazine, titled Honing in on Machine Automation Technologies. Here’s a summary, click on the link above for the full story.
Exline Leasing repairs and rebuilds machine tools and industrial machinery, and in this case was asked to work on very old machine.
Our company was asked to upgrade the electrical and hydraulic system on a 1936 model 4030 Barnes cylinder honing machine which hones large cylinders used in the natural gas industry. Aside from the electrical system, which had been converted from dc voltage to ac voltage back in the 1980s, little had changed with respect to the cumbersome original automation system design since the 1930s.
The goal was to completely replace the automation system with a modern controller, operator interface, variable frequency drive and motor controls from AutomationDirect. Significant power distribution, wiring and related hardware upgrades using components from AutomationDirect would also be required, says Marks.
We started with a long list of machine issues and corresponding tasks. Based on the information collected, several quotes were obtained from outside contractors. However, when the quotes were reviewed, it was determined that the maintenance department could successfully complete the project in-house for less than 30% of the lowest price quoted, so the decision was made to do the work in-house.

Addressing Issues
Many problems needed to be addressed with respect to machine operation and hardware. The original controls provided limited functionality. One problem was that the operator was not able to instantly and accurately reverse the reciprocation direction during the honing cycle, and there were other problems.
Part changeover was another issue. An operator needed to climb up and down an often-slippery ladder on the side of the machine to adjust the travel limit switches for each type of cylinder. Operators also needed an indicator to highlight the current vertical travel limits and position of the spindle as an operational aid during the machining process.
On the hardware side, the antique machine had both hydraulic and electrical issues. The hydraulic system needed to be completely replaced to eliminate the reservoir inside the machine casting which was causing contamination problems due to its open design.
Electrically, all the wiring and terminal connections needed to be replaced. Due to its age, there were machine reliability problems that frequently required extensive troubleshooting to find loose and/or shorted connections.
Providing Solutions
One of the original problems was how to make the travel limit switches easily adjustable from the floor without using a ladder. Marks decided to use encoders and an AutomationDirect Productivity2000 PLC with a high-speed input module to handle positioning.
We found the PLC easy to work with, and especially liked the display on the front of each I/O module showing live information about the connected components. This was very helpful in setting up the analog input sensors because they knew right away if they were outputting the correct signal before it was altered by scaling within the PLC.
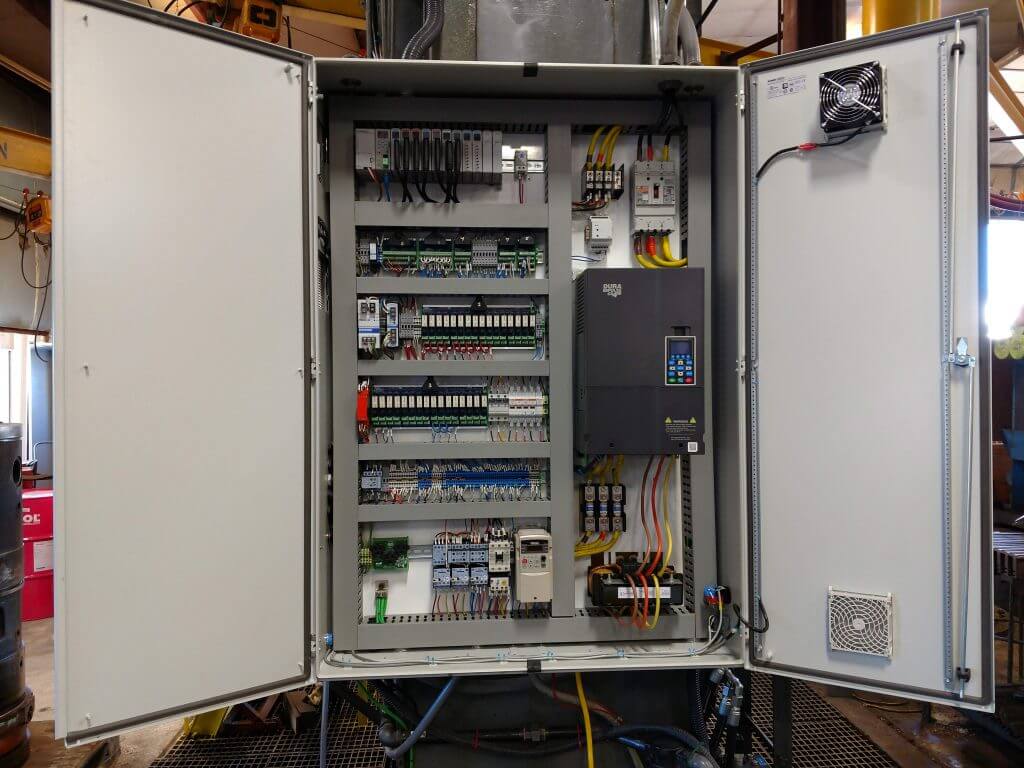
Modernizing the machine control system required the addition of an AutomationDirect Productivity2000 PLC and a DURApulse GS4 series AC high-performance drive.
Another requirement was improved control of the automated honing sequence and spindle positioning. The spindle vertical motion was controlled with a hydraulic cylinder and a manual flow control valve, but is now controlled automatically by the PLC by switching a hydraulic valve. The motion is monitored by an encoder feeding the position back to the PLC, which controls the position based on multiple position setpoints programmed using the human machine interface (HMI) color touch screen.
HMI Improves Automation
A C-more EA9 series 12-inch color touch screen HMI from AutomationDirect was connected to the PLC through an Ethernet cable. A common USB cable was used for programming and initial setup, and the software’s impressive feature set was used to produce professional looking results with minimal configuration effort required by the end user.

The addition of an AutomationDirect C-more EA9 series touch screen HMI provided operators with the required control and monitoring functions to improve machine operation.
Results
The electrical installation went well and there were no major issues. The electrical startup also proceeded as planned, with the only delay being the addition of extra functions requested by the operators.
The control system upgrade makes machine operation much easier by providing access to manual functions, and by easing product selection and changeover. With the additional process information available to the operators via the HMI, they have been able to speed up the process and complete finished cylinders in a much shorter time. In some cases, the honing time was reduced by nearly 75%.

Replacing the automation and electrical system resulted in a 75% reduction in honing time.
The electrical and automation system upgrade made it much more cost effective and quicker to machine or repair large cylinders, improving the bottom line for both Exline and their oil and gas customers.
All in all, Marks and Exline were very satisfied with the control systems upgrade.
To read more articles about machine control, click here.
Originally Published: February 2019